

探访北汽EV200生产线(上)
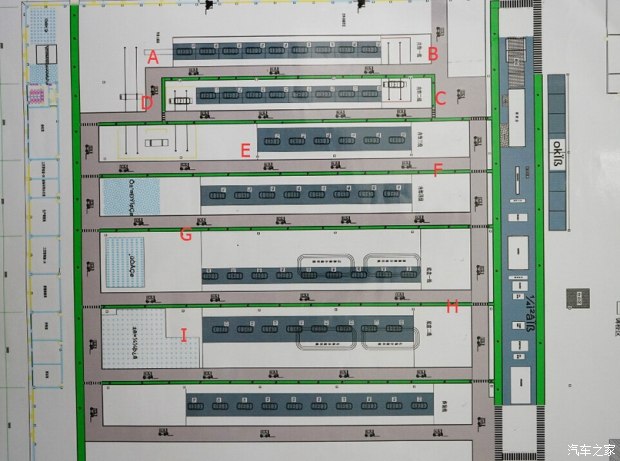
如上图所示,量产中的EV200合装线共有6条流水线,分别对应着内饰、外观、动力、传动、电池、悬架等合装工序。在2014年10月份,EV200处于小批量生产,合装线调试期间,则只有5条生产线。
A:EV200内饰一线的起始点,车身焊接被送入。
B:在EV200内饰一线质量门,完成随车配置单、门限位器、扶手安装支架、车门密封条、发动机盖撑杆、后背门锁、地板线束、前机舱线束、顶棚线束、四门线束、门触控开关并完成质量检验。
C:E200车身在次转入内饰二线。
D:EV200车身在内饰二线完成后排安全带、C柱饰板、外封板、后视镜、玻璃升降器、四门玻璃的合装,然后在质量门进行安装质量检验。
E:车身焊接被提升然后转入内饰三线继续完成合装,安装前减震器、后减震器、顶棚、遮阳板、仪表板横梁、数据采集终端、仪表盘总成、组合仪表、杂物盒、仪表盘挡板、副仪表板、A柱饰板。从质量门完成例行检查后,转入内饰四线。
F:内饰四线起始点,将对四门扬声器、四门防水条、四门饰板、门内扣手、门密封条、后组合灯、冷却系统、四门踏板、换挡手柄、前组合灯、备胎、前风挡玻璃、后风挡玻璃、前保险杠、后保险杠进行合装,然后送入质量门并转入底盘一线。
G:底盘一线起点:合装制动硬管、充电线束、驱动总成、后悬架总成后仍然要在质量门进行检验。
H:底盘二线起点:合装前悬架总成、电池总成、前挡泥板、轮胎总成。
在最后一条总装线上,完成侧裙板、手刹调整、电机控制器、高压控制盒、变压器、车载充电机、方向盘、转向管柱、座椅总成、前雨刷、空气室盖板、油液加注、安规检查、四门调整后,进行终端检验。

因为EV200车身焊接由株洲基地供应,在运抵至采育基地后,经过入库检验即可根据排产计划送入合装线(内饰一线)入口A。

在内饰一线入口A处,技师为四车门、前翼子板、后侧围覆盖保护层,以防止面漆损伤。

上图是车身焊接前防火墙铺设完毕前围隔热舱垫、四车门密封条安装安毕的特写。

在2013年,笔者就对绅宝C70传统车进行过解读。海纳川零部件厂是包括北汽新能源在内的、北京汽车、北汽越野车、北汽有限的内饰件供应商。

在EV200合装线上,车身焊接在流水线上固定,两侧的工位安装不同备件。上图是安装动力舱内的前围线束特写。
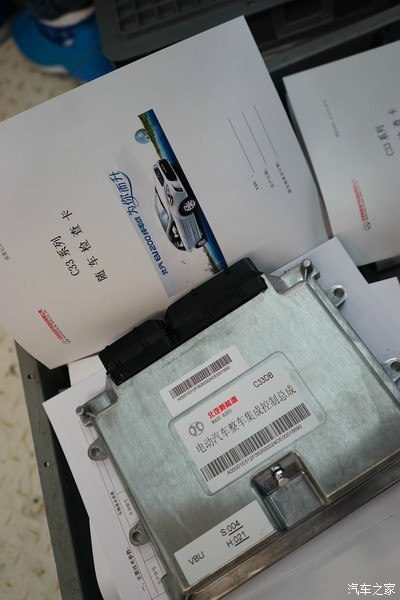
在整条合装线上,除安装工位还设有分系统组装工位。电动汽车整车集成控制总成在安装至防火墙外之前,由技师先对每台控制器进行登记,以便达到“车与盒”一一对应的目的。

内饰一线的06L(左侧第6)是安装地板线束工位。

上图可见,已经完成了前围隔热舱垫、地板线束的EV200车身焊接特写。因为地板线束并不止像前围线束、电动机线束以及电池线束那样裸露在外,只需要对其进行形态规整并通过卡扣固定沿预留位置进行固定即可。

在内饰一线09R工位设立了组装制动总泵带真空助力器总成,与ABS阀体分装的工位。因为整车的设定,制动总泵通过制动硬管连接ABS阀体。

阀体与总泵的连接用电动工具上紧

在总成固定值车身焊接的防火墙后,再利用扳手将阀体至前后轮制动硬管进行上紧。当然上紧的力矩有明确规定。

在完成了内饰一线所规定的所有分系统合装后,至“质量门”后就由该条生产线的内控质检人员进行检查,最终所有生产线装配完成并质检结束后,由QC(质检)人员对完成合装的分系统进行质检。其中就包括上边提到的ABS阀体和制动总泵的固定力矩、以及连接制动硬管的力矩。
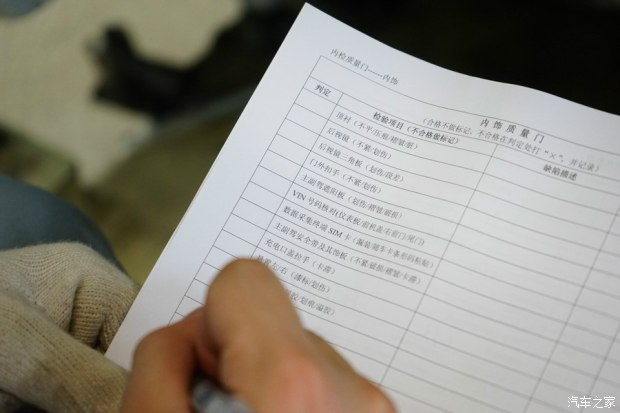
在内饰一线质量门完成了各个检验项目后,QC人员会根据实际情况填写随车合装清单,至整车完成全部合装后,会对不符合要求部分进行二次调整至完全合格。